Testing Methodology
My workshop is air conditioned and heated. The temperature is kept at 68-74 Fahrenheit and relative humidity at 50-60%.
The first panel, a red junk yard car hood with factory paint and clear coat, is used for my application and visual appeal testing. The test hood is machine polished with Meguiar's 205 Ultra Finishing Polish and decontaminated with isopropyl alcohol as well as an APC to provide an ideal substrate for the product being tested.
A steel panel prepped by ACT Test Panels with an e-coat, 765224EH primer, 1370AB921 black base coat, and RKA35062 clear coat, is used as my visual appeal, slickness, specular reflection, and durability testing surface. The panel is machine polished to an 88GU specular reflection with Meguiar's 205 Ultra Finishing Polish and decontaminated with isopropyl alcohol and an APC.
The product being tested is applied to both panels with an appropriate applicator while following instructions on the bottle, official website, or as otherwise supplied by the manufacturer.
The product is allowed to cure for at least 24 hours unless otherwise directed by instructions.
A test area of the car hood panel is masked off with painter’s tape. The product is applied with an appropriate applicator while following instructions on the bottle, official website, or as otherwise supplied by the manufacturer. Hazing, flashing or pre-removal curing is timed in accordance with instructions. Remaining product is removed in a manner that is consistent with product instructions or accepted detailing practices.
As I perform the application, I use my experience to give a subjective opinion on how easy the product is to use. I consider the product instructions for complexity of installation such as unusually long curing periods, requirements for additional layers, and other aspects that may make the product difficult to use. I note how well the product spreads across the substrate and how well the product cleans up after hazing/flashing.
Products that are too tacky or difficult to remove are problematic for users. Most importantly I consider the category of product in question. Spray sealants are meant to be very easy to use while true ceramic coatings can be more challenging. It is unrealistic to expect the same ease of application with current coating technologies.
There is a range of 5 possible scores in this testing:
Excellent: +10 Good: +5 Fair: 0 Poor: -5 Unacceptable: -10
The scoring granularity is intentionally limited. I have much more confidence in my experience and ability to bucket products into five categories of scores. However, comparing two very similar products and calling one a 9.0 and another a 9.5 is not feasible without larger groups of experienced observers.
Once installed the product is viewed on both a red and black panel. I use my detailing experience to give a subjective opinion on how pretty the product looks on both panels. I consider depth, clarity of reflections, a pop/candy appearance, and look for defects. Top scoring products will have a lot of depth and a strong candy look. Some products may create haze or other undesirable effects which can result in negative scores.
There is a range of 5 possible scores for each panel.
Excellent: +10 Good: +5 Fair: 0 Poor: -5 Unacceptable: -10
After both panels are reviewed their two scores are averaged. This is because some products look better on a black panel than a red panel or vice versa. The scoring granularity is intentionally limited as previously described.
Hydrophobicity of the sample product is tested via an optical contact angle meter of my own design as well as one time use aluminum testing panels which are cleaned by their manufacturer.
The product being tested is applied to the aluminum panel following all standard manufacturer instructions same as all other tests. The product is properly cured for at least 24 hours or as indicated by the manufacturer.
The optical contact angle meter is placed on a level and flat work surface. The sample substrate is placed on the sample plate. The microscope, pipette holder arm, and backlighting are adjusted for optimal image quality.
A 3μl droplet is placed on the test sample in view of the microscope. The microscope is adjusted to focus clearly on the sample material. A photograph of the microscope output is captured quickly before any evaporation takes placed. Five total droplets will be photographed.
ImageJ software and the Drop Analysis Plugin are used to calculate the contact angles of each droplet image on both sides of the droplet via the DropSnake method. The readings are averaged across all five droplet photographs. The table below is used for scoring:
>=105° Excellent: +10 >=100° Very Good: +7.5 >=90° Good: +5 >=85° Fair: +2.5 <85° Low: 0
The specular reflection of a surface and is measured in Gloss Units (GU). The gloss meter device projects a beam of light and measures the reflected light coming back from the surface.
The gloss meter is calibrated before testing against a reference slide. It must read 104 GU at 20 degrees. The setting of 20 degrees is appropriate for high gloss surfaces such as polished car paint. Greater angles could be used for semi-gloss and matte surfaces in the future.
The test panel averages 88GU across the test surface without any products applied. Ten readings are taken over the area treated with the product and averaged. The delta from 88GU is calculated and used as our score after rounding to the nearest tenth.
In the past this test was done against our 94GU red car test hood, but this testing shifted to the 88GU black panel as it is less reflective and more indicative of common car colors rather than bright red. This also allows more products to score positive points. New tests are marked with an asterisk on their respective pages.
Any car with new, well maintained or polished/paint corrected is unlikely to see increases in gloss from any product.
Static coefficient of friction (μs) is used to score this objective test. The black test panel is used to perform this test on a workbench. The panel is secured with a magnet to avoid movement.
I measure the gram-force required to move a stationary 1,040g rigid test block with a felt backing material across the test panel. Treated surfaces should require less gram force to get the block moving and result in a lower μs. Points are awarded based on the table below:
<0.10μs Extremely Slick: +10 >=0.10μs Very Slick: +7.5 Points >=0.20μs Slick: +5 >=0.25μs Semi-Slick: +2.5 >=0.30μs Tacky: 0
To test the UV absorbing/blocking properties of coatings a dry ultraviolet weathering device is used. The machine is fitted with two 40W UVA-340 lights which simulate day time UV exposure from the sun. Most of the UV light that breaks through our atmosphere and reaches the surface of our planet is in the UV-A wavelength range.
The machine can rapidly simulate outdoor UV exposure and features an automatic timer that can be programmed to turn the lights off. The machine is operated for 24 hours per test. The bulbs in the machine are swapped every 500 running hours.
The sample substrate for our test is made from ABS plastic slides. These slides are painted with orange paint and allowed to cure in a dark dry box inside the workshop. Two slides are then sprayed with automotive 2K clear coat.
The products being tested are applied to glass microscopy slides. Glass on its own doesn't significantly block UV-A transmission, affecting mostly lower wavelengths of UVA between 315-330 nm. By applying the products to the glass we will be able to see if the products can block UV-A light from reaching through the glass into our painted substrate.
In the test the slides are tested as follows:
- One painted control slide is placed in a dark, dry box in a climate controlled environment.
- One painted clear coated control slide is placed in a dark, dry box in a climate controlled environment.
- One painted control slide is placed in the weathering machine and exposed to UV light.
- One painted control slide is placed in the weathering machine and covered with an untreated glass microscopy slide and exposed to UV light.
- One painted clear coated control slide is placed in the weathering machine and exposed to UV light.
- All other slides are placed in the weathering machine and covered with glass microscopy slides that have been treated with the products being tested and exposed to UV light.
After a 24 hour burn in the UV-A weathering machine the slides are removed and examined. The three control slides that were exposed to UV are compared to slides under microscopy glass that were treated with products. Control slides that were held in a dark, dry box in a climate controlled environment are used as original reference color.
At this time there have been no products that have shown performance in this UV testing method. The untreated controls exposed to UV look the same as those under the product treated glass. The glass itself shows to have no effect on weathering. Clear coat does show UV protection.
Several other UV testing methods were used in the past, such as UV-A transmission testing devices and yielded the same results. If a future product does show protection against control slides a graduated slide with sections exposed to UV for incremental time periods will be created to score the level of protection.
I utilize an elcometer device which is capable of moving across a test surface in a controlled and predictable pattern. Terry cloth covered sponges are attached to the weighted test blocks in the scrubbing arm and used to simulate washing and generate a wear pattern. The device can be programmed to perform a set number of passes, speed of the passes, and the flow rate of the washing liquid.
The liquid being used is the same Adam's Car Shampoo (blue) that has been used across my past 1.0 tests. I use a 20:1 dilution ratio of water to shampoo, which is more lubrication than the 128:1 ratio used in most two bucket washing methods.
The black test panel is used in the elcometer and allows for testing of two products at once. The products were applied and cured as described above in the Test Preparation section.
The test is executed as follows:
- The black painted panel is first tested for initial hydrophobicity vs. the middle control strip that was not treated with any product.
- The panel is then secured in the elcometer and sprayed with testing solution to provide initial lubricity.
- The terry covered sponges attached to the elcometer arm are soaked through with the solution.
- The elcometer washing solution lines have been ran through to ensure the shampoo solution is dispensed as soon as the test starts.
- The elcometer is programmed to perform a set of passes, starting with 10.
- After the elcometer finishes the passes and stops the test panel is removed.
- The panel is then again tested for hydrophobicity to see if a wear pattern has developed where the elcometer has scrubbed it.
- If the water behavior on the wear pattern is worse than the control line in the middle then it means the product has failed within the last set of passes and the elcometer is now scrubbing the clear coat itself.
- If the water behavior is better than control or no wear pattern has developed additional scrubbing is performed as described above in batches as outlined by the scoring information below.
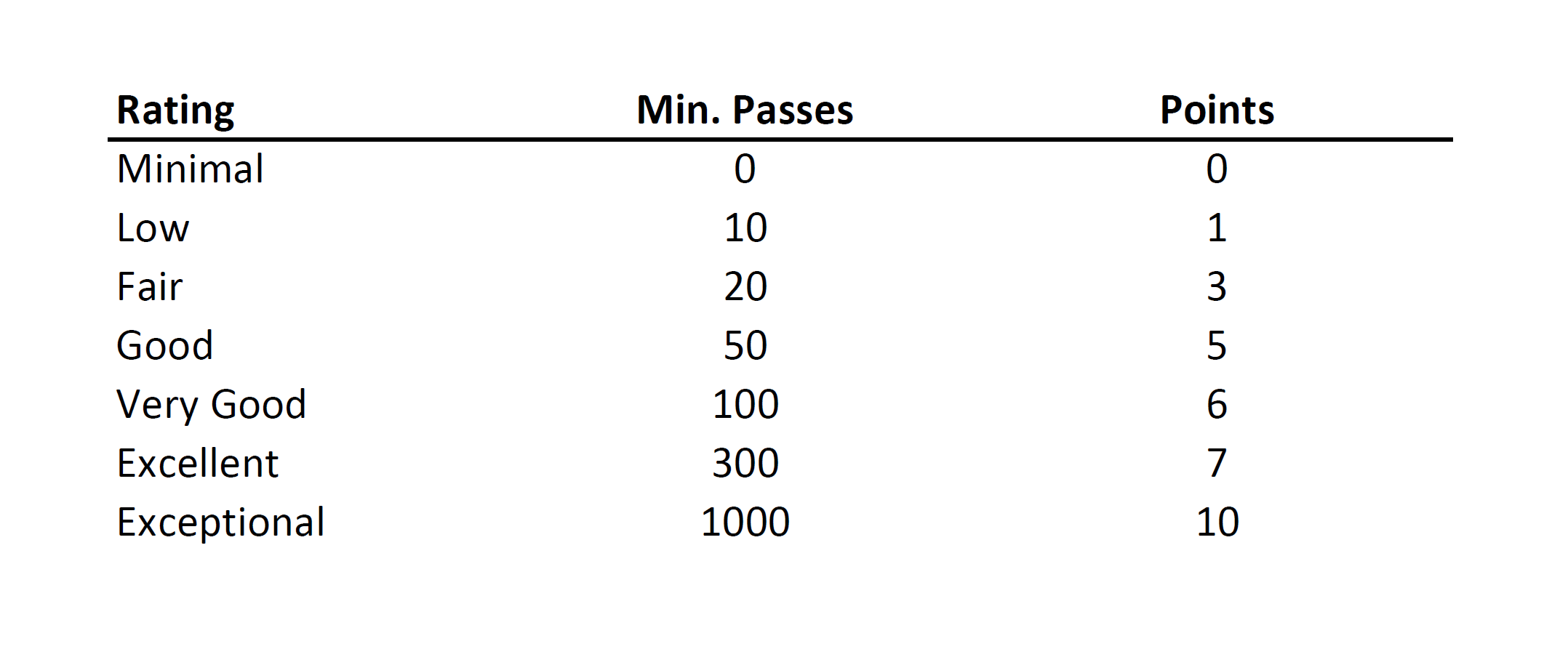
Scoring is awarded in batches based on the table below.
As an Amazon Associate, Ethos Partner, Obsessed Garage Partner, Diamond ProTeech, and Carzilla Partner I earn from qualifying purchases. You don't have to purchase the specific items I'm linking to in order to help the channel at no added cost to you!